Werkzeugwechsel mit Erfolg

Unser Kunde, die Firma KKB Pumpentechnik GmbH, setzte bisher zur Herstellung eines Kugelhahngehäuses aus dem Werkstoff 1.4571 negative rhombische Wendeplatten ein. Die gesamte Schrupparbeitszeit lag bei fünf Stunden. Zwei Wendeplatten mit insgesamt acht Schneidkanten waren dabei nötig.
Nun hatte der Fertigungsleiter Herr Reischmann unseren Außendienst um Hilfe gebeten, da die CNMG- und DNMG-Platten schon völlig ausgereizt waren. Schließlich brachten wir die neue runde Wendeplatte ins Spiel.
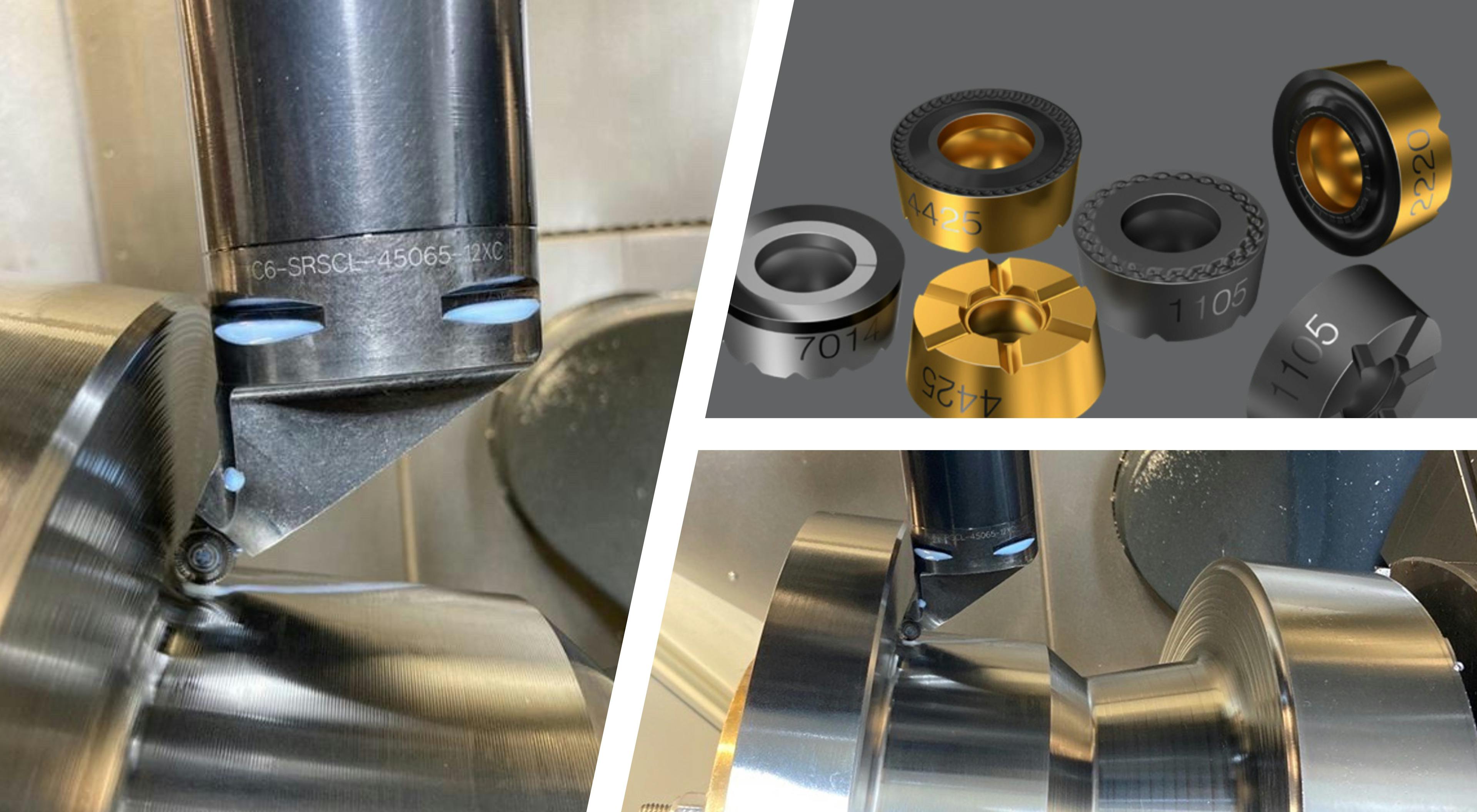
Mit dem empfohlenen Werkzeug (C6-SRSCL-45065-12XC und RCMT1204MP-H7 2220) konnten die Vorschübe von 0,3 mm/U auf 0,6 mm/U erhöht werden. Die Standmenge wurde auf zwei Bauteile erhöht!
Unser Kunde fertigt sein Bauteil nun in zwei statt in fünf Stunden.
Bei Fragen zum Thema Bauteiloptimierung können Sie sich gerne an unseren Spezialisten Herrn Oliver Demel wenden oder informieren Sie sich unter Bauteiloptimierung.
